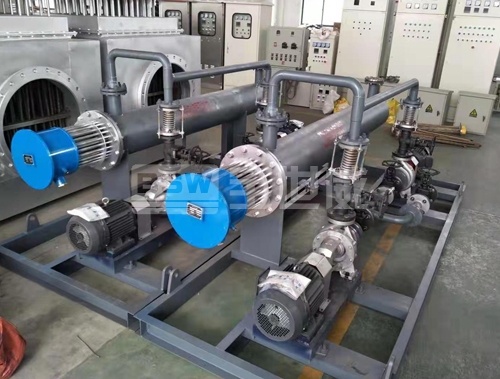
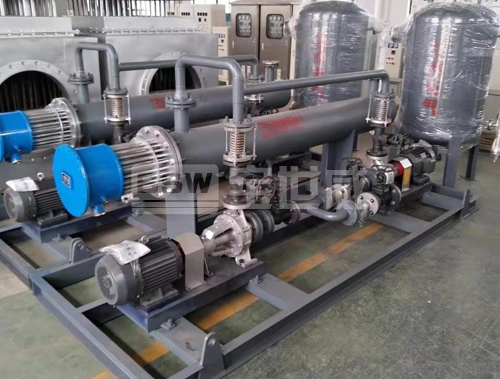
电加热器中法兰和管道的配合中选用互换法,法兰是大量加丁的工件,管进也是大量的工件。装配的法兰零件与管进间的间隙大,所要求的装配精度不高,不需作任何挑选、修配和调整就能达到规定的装配精度要求。
用互换法装配,其装配精度主要取决于零件的制造精度。根据零件的互换程度,互换装配法可分为完全互换装配法和不完全互换装。
电加热器中法兰与管进的配合中采用完全互换装配法。在全部产品中,装配时各组成环不需挑选或不需改变其大小或位置,装配后即能达到装配精度要求的装配方法。
装配质量稳定可靠(装配质量是靠零件的加T 精度来保证);装配过程简单,装配效率高(零件不需挑选,不需修磨);易于实现自动装配,便于组织流水作业;产品维修方便。这种配合方法的不足之处则是当 导热油系统中装配精度要求较高,在组成环数较多时,组成环的制造公差规定得严,零件制造困难,加工成本高。

在电加热器系统的制作中,焊接是十分重要的步骤。系统大部分是由管道进行输送的,所以管道和管道间、管道和其他部件之间的连接,除了螺栓连接外就是采用焊接的。先把法兰焊接到管进 上,再通过螺栓连接将两个管道连接起来。由于管道内是甘热油,所以温度和压力都比较高,焊接的好坏直接影响了整个系统的质量。由此看出,焊接工艺在导热油 系统的设计中是个不可或缺的步骤。
焊接就是局部迅速加热和冷却的一个过程,受到工件四周本体的拘束不能自由膨胀和收缩的焊接区域,工件冷却后会在焊件中产生焊接应力甚至变形。
所以一些重要产品在焊接后都要去消除焊件中的焊接应力,矫正焊接变形。当今的焊接技术已经有了很大的发展,能焊出机械性能等于甚至高于被连接体、无内外缺 陷的焊缝。焊接接头即指焊接体在空间的相互位置,接头处的强度不仅受焊缝质量影响,几何形状、受力情况、尺寸和工作条件等都有影响。
接头的基本形式有对接、搭接、丁字接(正交接)和角接等。
在近代的金属加工中,与铸造、锻压工艺相比,焊接下艺是发展最晚的,但发展速度是最快的。焊接结构的重量约占钢材产量的45 % ,在铝和铝合金产量中,焊接结构的比重也不断增加。
在未来的焊接工艺发展中,一方而要研制新的焊接方法、焊接材料和焊接设备,进一步提高安全可靠性和焊接质量。比如,改进现有电弧、激光、电子束、等 离子弧等焊接能源;运用控制技术和电子技术,电弧工艺性能的改善,研制出轻巧可靠的电弧跟踪方法。另一方而,提高焊接机械化及自动化水平,如实现焊机的程 序控制、数字控制;研制出从准备工序一焊接一质量监控全部过程都自动化的专用焊机;在生产线上,实现自动化,推广、扩大数控的焊接机械人,这样提高焊接的 生产水平,采用这种机械手可以24 小时连续下作,焊接的卫生女全条件也能得到很大的改善。
资讯来源于 电加热器制造商 扬州宝世威电气有限公司
公司名称:扬州宝世威电气有限公司
公司地址:江苏省扬州市宝应叶挺东路
联系电话: 18136260000
公司邮箱:bswdq2012@163.com

扫一扫关注我们